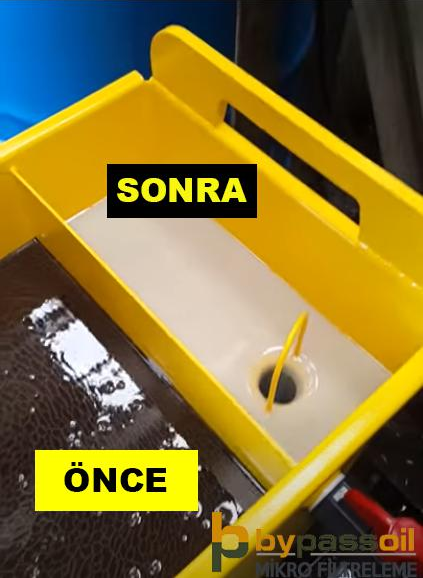
ÖNCE YAĞIN BAKIMI
%100 VALF VE POMPA ARIZALARINA ÇÖZÜM
%90 HİDROLİK YAĞI TASARRUFU
Maliyeti Azaltın Tasarruf Edin
!
YAĞ FİLTRASYONUNDA YENİ NESİL ÇÖZÜM.
%50 BOR YAĞI TASARRUFU!
BYPASSOİL MİKRO FİLTRELEME
BAKIM MALİYETLERİNİZİ AZALTIR
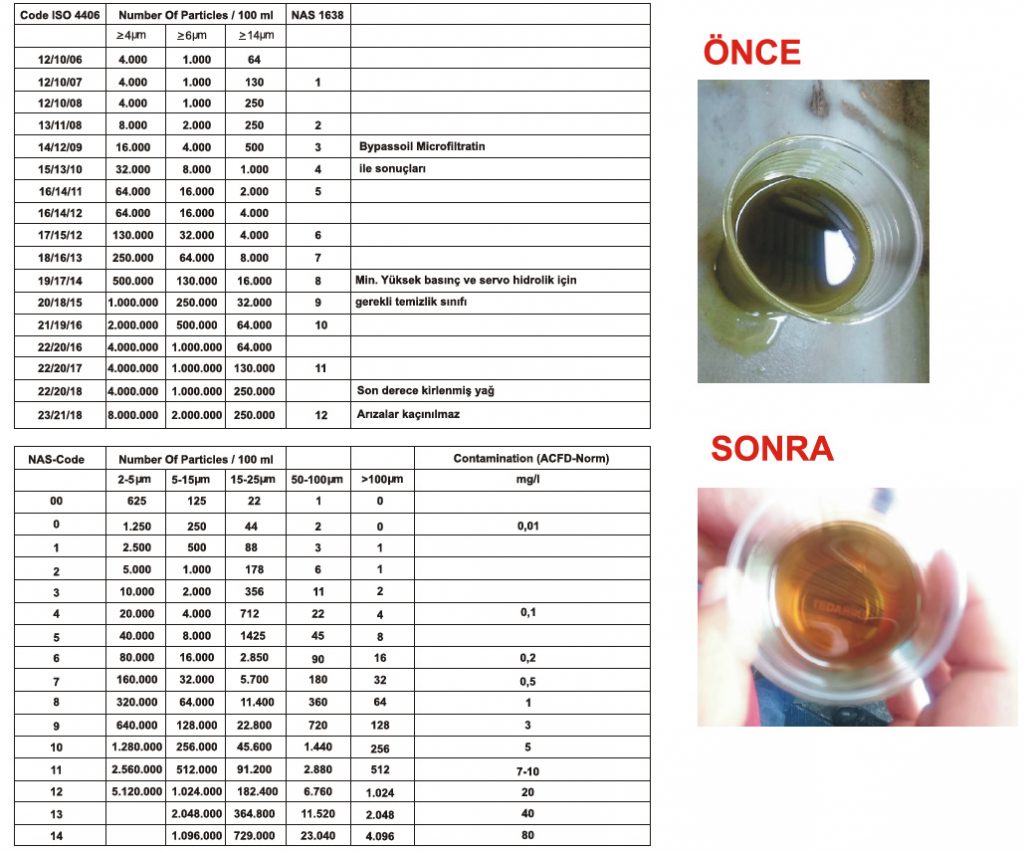
BYPASSOİL MİKROFİLTRELEME SİSTEMLERİ
Bypassoil mikro filtreleme sistemleri, hidrolik yağların ve kalın yağların bakımı için by-pass yöntemi kullanılarak geliştirilmiştir.
Bypassoil Derinlik filtrelerinin mükemmel parçacık tutma ve suyu emme özellikleri vardır. Yağ bakımı, daha uzun yağ ömrü ve yağ değişim aralıklarını uzatması için en iyi çözüm olmakla birlikte ayrıca mükemmel sistem koruma özelliği de sağlamaktadır. Uzun aralıklarla yağ değişimini sağladığı için doğal kaynakların korunması ve kullanılmış yağ atıklarının azalmasını sağladığı için aktif bir çevre koruma politikasıdır.